SPECIFICATIONS
Material
DESCRIPTION AND OPERATION
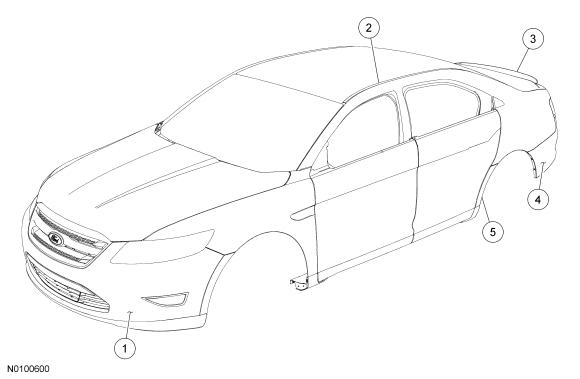
Body
WARNING: Collision damage repair must conform to the instructions contained in this workshop manual. Replacement components must be new, genuine Ford Motor Company parts. Recycled, salvaged, aftermarket or reconditioned parts (including body parts, wheels or safety restraint components) are not authorized by Ford.
Departure from the instructions provided in this manual, including alternate repair methods or the use of substitute components, risks compromising crash safety. Failure to follow these instructions may adversely affect structural integrity and crash safety performance, which could result in serious personal injury to vehicle occupants in a crash.
The body consists of the following:
- Radiator support bolster constructed of glass fiber polypropylene material
- Body structure components constructed of High-Strength Low Alloy (HSLA), high-strength and mild steels
- Roof outer panel constructed of mild steel
- Body side outer panels constructed of mild steel
- Dual Phase Steel (DP) steel in select body structure components
- Bolted, removable front fenders, hinged doors and hood
- Dent resistant steel hood
- Dent resistant steel fenders
- Steel doors incorporating serviceable outer panels
- Ultra High Strength Steel (UHSS), roll-formed bolt-on front bumper beam
- Rear bumper beam constructed of DP and HSLA 350 steel
- Front and rear subframe assemblies housing suspension and steering components
- Sound deadener mastic used on underbody floor pans
- Front frame rail service kit available
- Side Protection and Cabin Enhancement (SPACE) tube incorporated in front floor
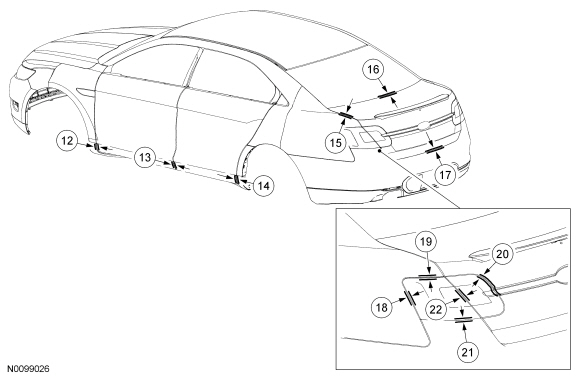
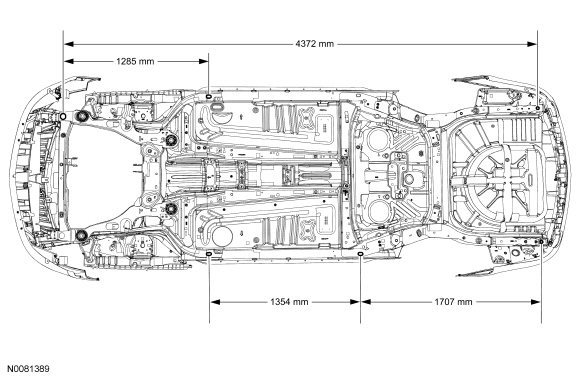
For dimensional information, refer to the following illustrations:
Body Margins
NOTE: Dimensions apply to the right and left side.
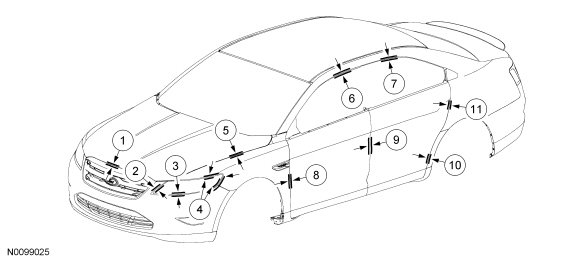
Body Margins
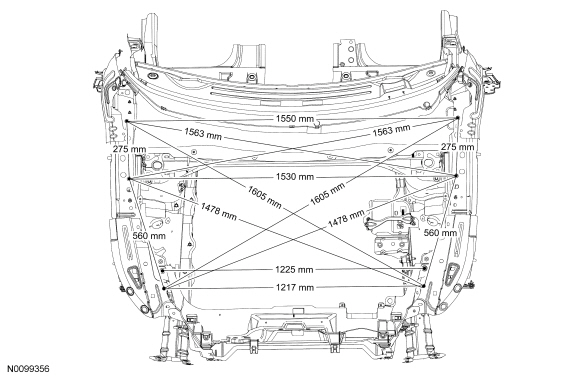
Underhood Dimensions
NOTICE: The radiator bolster is a hybrid component. If damage occurs to the radiator support component, it should not be repaired or incorrect vehicle operation may result. A new component should be installed. Refer to Section 303-03.
NOTE: Measurements are obtained on center, unless otherwise indicated.
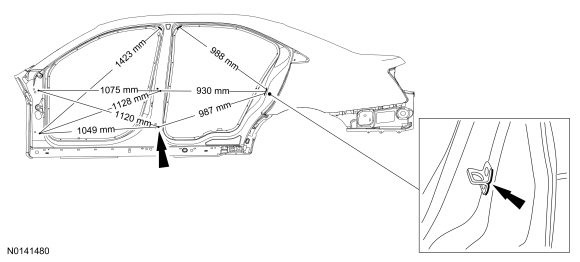
Body Side Closure Dimensions
NOTE: Measurements are obtained on center, unless otherwise indicated.
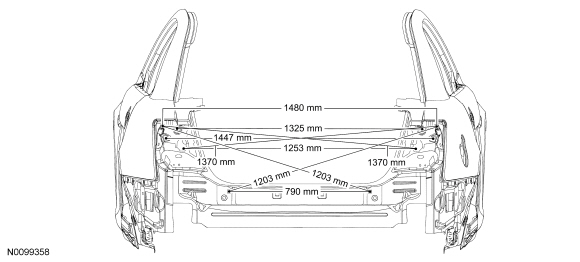
Rear Opening Dimensions
NOTE: Measurements are obtained on center, unless otherwise indicated.
Underbody Dimensions
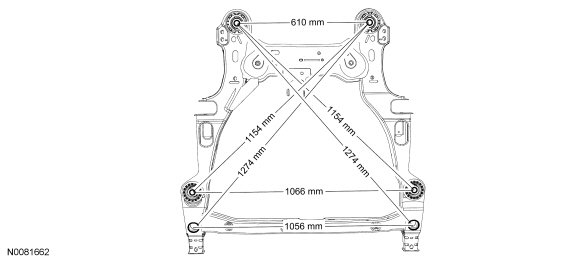
Front Subframe
NOTE: Measurements are obtained on center, unless otherwise indicated.
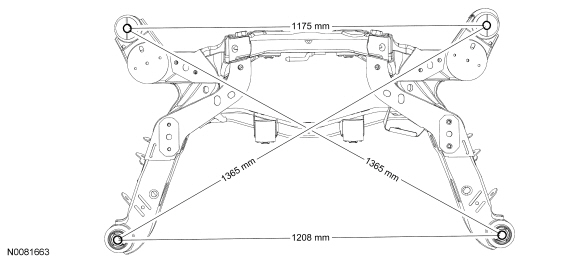
Rear Subframe
NOTE: Measurements are obtained on center, unless otherwise indicated.
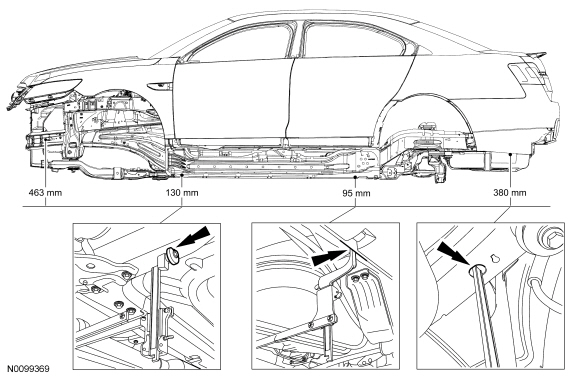
Frame Datum Height
NOTE: Datum height determined measuring from holes and slots on center, unless otherwise indicated.
Underbody Dimensions
NOTE: Measurements are obtained on center, unless otherwise indicated.
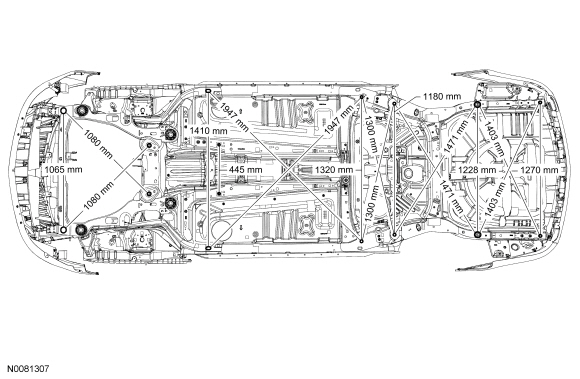
NOTE: Measurements are obtained on center, unless otherwise indicated.
Welding Precautions - Steel
General Specifications
WARNING: Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury.
WARNING: On vehicles equipped with Safety Canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the Safety Canopy module and related components. Failure to comply may result in accidental deployment or damage to the Safety Canopy. Refer to Section 501-20B. Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s).
NOTE: When carrying out test welds using Metal Inert Gas (MIG) plug welding or spot welding techniques, refer to Weld Nugget Chart in Specifications in this section.
The correct equipment and settings must be used when welding mild or high-strength steel. MIG and resistance spot welding Squeeze-Type Resistance Spot Welding (STRW) are the preferred methods. Surfaces must be clean and free of foreign materials.
- Correct eye protection must be worn.
- The correct protective clothing should always be worn.
- Adequate ventilation must be provided to avoid accumulation of poisonous gases.
- A test weld should always be carried out on a test sample.
- Use cleaning brushes and abrasive grinding wheels dedicated to the type of materials being welded.
- Follow the equipment manufacturer's prescribed procedures and equipment settings for the type of welder being used. ER70S-3 or ER70S-6 wire are typically used for MIG welding steel.
- Disconnect the battery ground cable. Refer to Section 414-01.
- Disconnect on-vehicle modules adjacent to the welding area and protect them from possible heat damage and electrical currents when welding.
- Corrosion protection must be restored whenever bare metal repairs are made. Refer to Restoring Corrosion Protection Following Repair in this section.
- Adequate power supply needs to be used to make sure of correct equipment performance.
- Factory spot welds may be substituted with either STRW or MIG plug welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
Welding Precautions - Dual-Phase Steel
WARNING: Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury.
WARNING: On vehicles equipped with Safety Canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the Safety Canopy module and related components. Failure to comply may result in accidental deployment or damage to the Safety Canopy. Refer to Section 501-20B. Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s).
The correct equipment and settings must be used when welding dual-phase steel. MIG and STRW are the recommended methods. Surfaces must be clean and free of foreign materials.
ER70-S-6 is the recommended wire specification to use when welding dual-phase steel components.
Recommended gas mixtures are as follows: C02, 92Ar8C02, 84Ar16C02 and 77Ar23C02.
Components made of dual-phase steel should not be heated to straighten or repair. New components should be installed if severely bent or kinked.
Do not use Oxyacetylene equipment to weld dual-phase steel.
- Correct eye protection must be worn.
- The correct protective clothing should always be worn.
- Adequate ventilation must be provided to avoid the accumulation of poisonous gases.
- A test weld should always be carried out on a test sample.
- Use cleaning brushes and abrasive grinding wheels dedicated to the type of materials being welded.
- Follow the equipment manufacturer's prescribed procedures and equipment settings for the type of welder being used.
- Disconnect the battery ground cable. Refer to Section 414-01.
- Disconnect on-vehicle modules adjacent to the welding area and protect them from possible heat damage and electrical currents when welding.
- Corrosion protection must be restored whenever bare metal repairs are made. Refer to Restoring Corrosion Protection Following Repair in this section.
- Adequate power supply needs to be used to make sure of correct equipment performance.
- Factory spot welds may be substituted with either STRW or MIG plug welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
Sound Deadeners and Insulators
WARNING: Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury.
NOTICE: Mastic is made of a combustible material and should be removed prior to carrying out welding procedures to the area. Heat zones from welding near the mastic may cause the mastic material to burn.
NOTICE: Corrosion protection must be restored to the area AFTER the mastic material is applied. Corrosion protection products may be wax based and loss of adhesion may occur.
NOTE: To restore the vehicle to design intent, missing or damaged sound deadeners and insulators should be installed with the correct service replacement component.
NOTE: The following illustrations serve as a reference to indicate mastic sound deadener locations. Additional insulators and sound deadeners may be used beyond those indicated in the illustration.
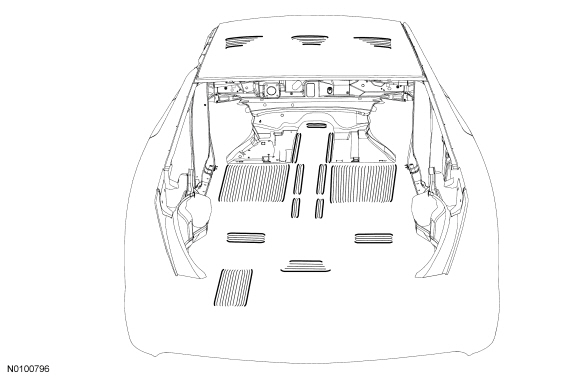
- Whenever replacement of an existing mastic insulator is carried out, the surface must be thoroughly cleaned to make sure correct adhesion will occur. The surface should be 10ÂşC (50ÂşF) or greater before applying the mastic. The use of a heat gun to warm the metal surface will aid in adhesion.
Sealers
WARNING: Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury.
The correct sealing of joints is essential to repairing the vehicle correctly. Sealers are used to prevent wind noise, water leaks, exhaust fumes and dust from entering the vehicle. They also provide anti-corrosion barriers. Sealers are applied to areas such as door and rear compartment hem flanges, wheelhouse, quarter outer, floor, cowl, roof and other panel-to-panel attaching points. The following joint sealers are recommended for use depending upon the application:
- Brushable Seam Sealer - A sealer intended to restore the original brushed seam appearance. It is used to seal lap joints in sheet metal that are spot welded (for example, floorpans and cowls). Use a product obtained locally.
- Roof Ditch Sealer - A self-leveling sealer used for drip rails, roof seams, quarter panels to rear deck and for water leaks.
- Seam Sealer - Heavy-bodied, non-sag adhesive/sealer for use on standing cosmetic seams, truck bed seams, tooled door skin seams and floor pans.
- Clear Silicone Rubber - Used for sealing water leaks, noise concerns, remounting trim and repairing torn weatherstripping.
Sealers should remain flexible after curing and must be paintable. Follow the manufacturer's directions for correct application of these materials.
Any damage to originally sealed joints should be repaired by resealing. Along with attaching points of new panels, open joints that require bridging of sealer to close a gap should be sealed using a heavy-bodied sealer.
Plastic Components
Exterior Painted Plastic Components
NOTE: The following illustration is not all-inclusive of trim levels available. The actual trim level of the vehicle will determine the viability of carrying out a plastics repair.
Several considerations will determine viability of plastic repair procedure(s):
- Is the damage cosmetic or structural?
- Can the repair be carried out on the vehicle?
- Is the part readily available?
- Is component repair the most cost effective method?
- Can the component be economically restored to original strength and appearance?
- Will the repair provide for the fastest, highest quality repair?
Several types of plastic are in use for automotive application. However, all plastics will fall into 2 primary categories of thermoplastic or thermosetting plastic.
Thermosetting Plastic
Generally, thermosetting plastics are made with 2-part thermosetting resins. When mixed together, heat is generated, producing a cure that is irreversible. Because of this, thermosetting plastics will require the use of a 2-part adhesive for repair.
Sheet-Molded Compound
Sheet-Molded Composite (SMC) is a type of thermosetting plastic that uses glass fibers or nylon fibers in combination with thermosetting polyester resins. When fully cured, SMC is strong and rigid.
SMC is similar to, but not identical to fiberglass. Ford Motor Company uses SMC in components such as fenders, hoods and liftgates.
Thermoplastic Compounds
Thermoplastic compounds are manufactured by a process that is reversible. Thermoplastics can be remolded repeatedly by reheating. This characteristic of thermoplastics makes plastic welding a possible repair alternative. A repair of thermoplastic compounds is still possible through the use of a 2-part adhesive and filler repair materials and reinforcements as needed. Thermoplastics are widely used in interior trim components, wheel flares, body side cladding and bumper covers.
Polyolefin
Polyolefins fall into the family of thermoplastics with one unique characteristic: an oily or waxy feel to the material when sanded or ground. Polyolefin lends itself very well to remolding through the use of heat. Because of this, components made of this material lend themselves well to the possibility of plastic welding. Most adhesive repair materials and paint will not bond to the surface of a polyolefin unless an adhesion promoter specially formulated for plastic is first applied to the exposed raw surface. Otherwise, polyolefins are repaired like most other thermoplastics. Some typical uses of polyolefins are bumper covers, fan shrouds and wheel housings.
Proper identification of the various types of plastic is necessary to select the appropriate repair method(s) to carry out high quality plastic repairs. Refer to Plastics Identification in this section.
Adhesives
WARNING: Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury.
Adhesives are used in a variety of applications. Typical uses for adhesives include roof panels, and quarter panels. Trim applications include body side mouldings, emblems and weatherstripping. Combination sealer/adhesives are also used. Surface preparation is critical to a high quality repair. Following the label instructions for the product is essential.
Work in a well-ventilated area and protect adjacent surfaces when working with adhesives. The use of eye protection and protective clothing is also recommended when working with adhesives. Carry out a trial fit, mark and align the surfaces before bonding the materials together.
Seam sealers and corrosion protection may be necessary once the adhesive(s) has cured, depending on the application. The following is a list of adhesives recommended for certain types of applications:
- Metal Bonding Adhesive - For bonding cold-rolled steel, galvanized steel, aluminum and correctly prepared E-coat. It is used for roof panel replacement and OEM structural adhesive replacement.
- Plastic Bonding Adhesive - For bonding a variety of plastics to plastics and plastics to primed, painted or E-coated metals. Also for general purpose bonding of trim components.
- Seam Sealer - Heavy-bodied, non-sag adhesive/sealer for use on: standing cosmetic seams, truck bed seams, tooled door skin seams and floor pans.
- Trim and Weatherstrip Adhesive - For use on body side moulding, emblems, trim, bumper impact strips and carpeting.
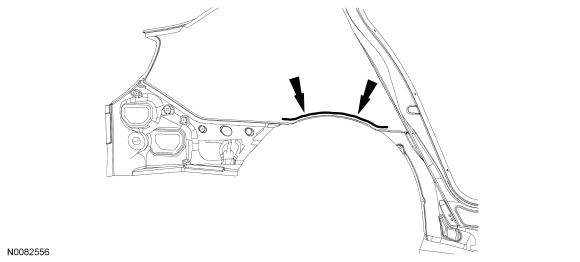
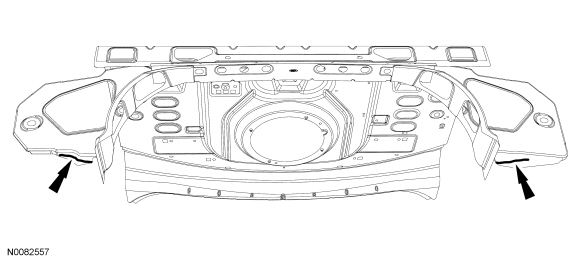
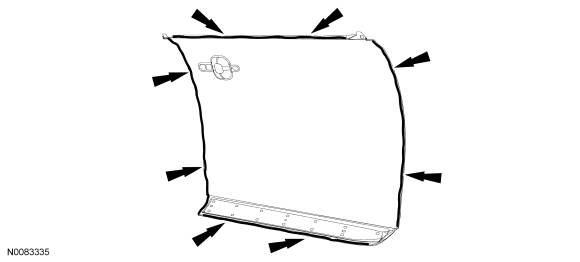
NOTE: The following illustration(s) identifies structural adhesive location(s).
Body Side Outer-to-Inner
NOTE: Adhesive is applied between the body side outer and inner panel.
Package Tray
Door Panel
NOTE: Front door panel shown, rear door similar.
 Body Repairs
Body Repairs
...
 General Procedures
General Procedures
Sectioning Guidelines
General Equipment
Material
NOTE: The following illustration provides recommended sectioning
points. Cut lines shown in illustration are approximate.
WARNING:
Coll ...
Other materials:
Removal
Engine
Special Tool(s)
WARNING: Do not smoke, carry lighted tobacco or have an open flame of any
type when working on or near any fuel-related component. Highly flammable
mixtures are always present and may be ignited. Failure to follow these
instructions may result in serious personal inj ...
General information on radio frequencies
This device complies with part 15 of the FCC Rules and with Industry
Canada license-exempt RSS standard(s). Operation is subject to the
following two conditions: (1) This device may not cause harmful
interference, and (2) This device must accept any interference received,
including interference ...
Essential towing checks
Follow these guidelines for safe towing:
• Do not tow a trailer until you drive your vehicle at least 1000 miles
(1600 kilometers).
• Consult your local motor vehicle laws for towing a trailer.
• See the instructions included with towing accessories for the proper
installation and adj ...
